 三輪測範製作所
三輪測範製作所分類:よくある質問
リンギングという現象について






●リンギング現象についての議論
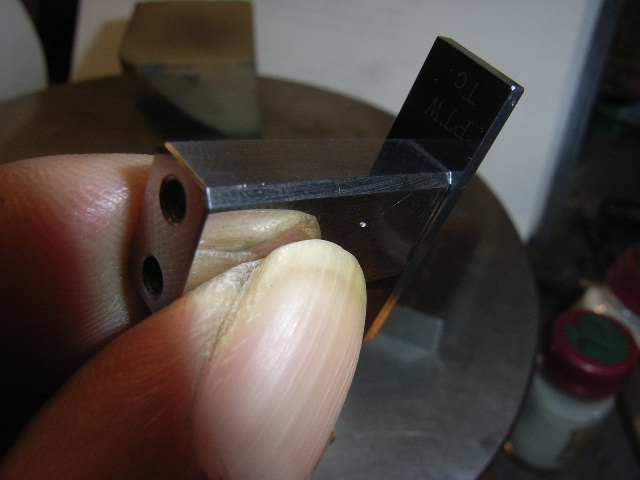
上の写真は、面積にして7mm×12mmの端面をハンド・ラップで仕上げて、ブロックゲージやオプチカル・フラットとリンギングさせたものです。
50mmのブロックゲージを持ち上げるだけの接着力を示していますから、小さな面積の平面が発揮するリンギング力というものは相当なものだということがこれで証明できていると思います。
このリンギングの力については、昔からさまざまに考究されてきました。
一つは、二つの面が密着することによる訳ですから「大気圧」によるものだろうとみなす説(大気圧説)、二つには、二面間にはどうしても加工時の油脂分が残置されることになるだろうから、その油脂分が「接着剤」の働きをしていると考える説(接着剤説)、三つには、極めて高精度に平面が仕立て上げられてい無いとリンギングの現象が生じないから、二面間のそれぞれの原子・分子が引き合うような力が現れていると解する説(引力説)、に大別できます。
私自身は「引力説」に惹かれています。
物質というのは質量を伴って「塊」として存在しているわけですが、これは一つのエネルギー状態であって、それぞれの構成部分を分離しようとすればエネルギーを賦課しないといけない。切削にしろ研削にしろ研磨にしろ、物体に対する加工というものは、エネルギーを与えないと不可能なわけです。
量子力学の知識によると、「強い力」「弱い力」「電磁気力」「重力」の4つの力が素粒子レベルで働いているそうですが、物質が「塊」としてある場合、塊として存在させているためにはどういう力が働いているのかは、私の貧弱な知見ではよく分からないことです。
ともあれ、リンギングの現象というのは、二つの面の間での密着がもたらす効果であるということは言えるわけですが、こういうことは、例えば上の写真を見て直ぐに(何も考えなくても)言えることですから、何か説明を加えたことにはならないでしょう。
従って、迂遠なようですが、リンギングの現象を実現できるような加工技術の問題を採り上げて、その視点から論点を拾っていこうと思います。
●ブロックゲージとリンギング
リンギングという現象は、先ず第一に、ブロックゲージにまつわる話になります。
ブロックゲージをリンギングさせる場合とは、それぞれの寸法のブロックゲージを組み合わせてある特定の寸法基準を作ろうとする場合、リンギングをさせた場合には、ブロックゲージの接合面の間には挿雑物が介在できませんから、その寸法通りのものが組み合わされていることが保証されます。逆に言えば、リンギングさせる以外の方法でブロックゲージを組み合わせた場合、その組み合わせ寸法が精確なものかどうかは直ちには保証されないということを意味します。
現在、長尺もののブロックゲージを組み合わせる場合、ホルダーを使って組み合わせるようになっています。
昔は、やはり長尺ものであってもリンギングさせるということが原則でしたし、また、長尺のブロックゲージにホルダーで固定するための穴が開けてあるということもありませんでした。
確かに、長尺もののブロックゲージ(ここでは、200mmを超えるものを意味しています)の端面をオプチカル・フラットで見てみると、ちゃんと光筋が出ないほどの平面度で加工されていることが分かります。しかしながら、小寸法のブロックゲージとリンギングさせようとすると、上手くリンギングしません(但し、この現象は当方で購入したブロックゲージでだけの現象かも知れず、一般的にそういう指摘が可能か否かは分かりません。)。解釈論的には、長尺もののブロックゲージの場合、オプチカル・フラットでは検証不可能な程度で凸R面となっていて、そのためにリンギングできないか、あっても非常に弱いものとなると考えるわけです。
ブロックゲージに関するJIS規格(JIS B 7506)では、ブロックゲージ面の平面度の仕上がりが凸R面になる傾向があるという前提で、その検証方法等が説明されているわけですが、つまりは、ブロックゲージ・ラップ盤でのラップ加工という方法ではその傾向性は不可避だということを示唆しています(この点は、平面を実現する加工方法の技術問題として、後でハンド・ラップ技法との対比で検討します。)。
ブロックゲージのリンギングについては、戦前からある種の「神話・伝説」が語られてきました。
当時の日本での輸入されるブロックゲージはヨハンソン社のものでしたが、ブロックゲージを1セット分全部リンギングをさせて一本の棒にしてその端に打撃を加えても、まったくばらけない(それくらい強いリンギング力を示した)ということが語られていました。
このリンギングの強さというためには、機械仕上げでは実現できないはずのものだから、おそらくは、最終的には人の手仕事で仕上げられているのではないか、その際に、ブロックゲージ面は、ごく僅かに凹R面になっているのではないか、という推測が前提にあったわけで、この推測に基づいて、リンギングの根拠として「大気圧説」に結びついたわけです。
ブロックゲージ面がごく僅かに凹R面に仕立て上げられている・・・。
このことが本当に可能かどうか、私にとっては、長く実証すべきテーマとなって来ていました。
さて、リンギング現象=ブロックゲージの世界、という観念から、ブロックゲージ並みの面粗度を実現しないことにはリンギング現象は実現できないという「思い込み」も、他方で強められています。
リンギング現象は平面の持つ(あるいは、発現する)性質の現れですから、面粗度はでき得る限りは微細なものであるに越したことはないにしろ、「平面度」というものが保証されれば一定の面粗度でリンギングは発現すると考えることが出来ます。
私の仕事上での検証結果として、面粗度を数値で確認すべき設備は持ち合わせていませんが、0.5μm粒径でのダイヤモンド砥粒を用いての遊離砥粒ラップ/湿式では面粗度(ワーク表面の凹凸)が10nm以下という検証結果を得ています(京都府中小企業センターで測定してもらった数値です)。
通常では、メッシュ何番の砥粒でラップした場合にはこの程度の面粗度になるという、砥粒粒度とそのラップ結果との対応関係で判断をしているのが現状ではあるのですが、それに基づけば、#6000砥粒でのラップでリンギング現象は察知され、#8000で確実なものとなります。もちろん、この粒度レベルでは、ラップ痕はかなり大きいわけですが、この程度でのラップでリンギングの世界が実現されます。
もちろん、砥粒の粒径が小さくなるに従って、それを駆動すべきラップ工具の表面の面性状がアップされなければならず、その結果として、ワークの平面度がいっそう向上するという関連になりますから、#6000ないし#8000で仕立て上げられるべき平面度・面粗度に基づけばリンギングは実現されるというのが正しい言い方になります。なお、この場合の平面度とは、0.1μmのオプチカルフラットを当ててみて、光筋が出ない(全体が密着する)というレベルです。
このような実証結果は、ハンド・ラップという手仕事に拠らないと出来ないわけで、機械ラップの場合、採用している砥粒粒度とワークの加工表面の平面度・面粗度が直接的に対応するわけではありませんから、とにもかくにも「鏡面」にしないといけないということになってしまいます。
●平面を仕立て上げる技術について
平面を作り込んでいくという作業は、一般的には、ワーク表面の「高い所」を順次に摺り下ろしていって、結果として「高い所が無くなる」=全体として平滑な面になる」という作業になります。
この場合、ラップ工具の面が「平面」であると、ワーク表面は丸みがついて、結果として平面は実現されません。ラップ工具の面は丸みを持っていないと、対象ワーク表面を平面に仕立てられないわけです。
これがなぜかと言えば、人間の手の運動というものが、「型」「肘」「手首」をそれぞれ支点とした円運動を描くからで、この人間動作を素直に反映させていこうとすれば、ラップ工具は人間動作の円運動を表現するものでなければならない。こういうことです。
対象ワーク表面をラップする場合に、どうしても丸みが残るということがあるわけですが、この場合の理由として、ラップ作業が本人の動作を忠実に反映できていない(無駄な力が加わっている)ということがありますが、もう一つの理由は、実はラップでの研磨力が足りないということも考えるべきなわけです。
現代的な風潮として、ラップ作業での研磨力の行使には、ダイヤモンド砥粒を採用すれば総ての問題は解決されるというのがあります。
そんなことは直ちに論決されるものではなくて、ラップ砥粒の研磨力はラップ工具の表面性状によって十分にも不十分にも引き出されるわけで、先ずはラップ工具それ自体の見直しが必要であり、あるいはまた、そのラップ工具によって十分にラップ能力が引き出されるべき砥粒粒度というものとの相関を考えなければならず、あるいは他方では、対象ワークの材質との関係も考え合わさないといけない。
一般的な言い方をすれば、焼き入れをしたSK3ないしSKS3に対して、WA砥粒は#4000ないし#6000程度までが限度で、それ以上に微細な砥粒ではほとんど研磨力は発揮されません。従って、#6000を超える微細砥粒で仕上げようとするならば、GC砥粒を採用しなければならず、GC砥粒だと#20000までは有効にラップ効力を発揮します。
フジミ・インコーポレイテッド社から販売されている砥粒は、WA/GCでは#30000までですから、ここら辺りまで使いこなせるかどうかが、ラップ技法の究極を探るという意味では関心事になります。
いっそう微細な砥粒ということになると、分級のレベルとの相関になりますが、ダイヤモンド砥粒が採用できるかということにならざるを得ないわけです。この経緯というのは、実は、「鏡面」を仕立てるためにはいっそう微細な砥粒を使わないと実現できないという「見通し」に基づいているわけですが、「鏡面」というのは、ラップ砥粒の粒度とは相対的には「別問題」です。
例えば、#20000のGC砥粒を使ってラップした場合、明瞭にラップ痕は残る(視認できる)わけですが、他方で、#6000ないし#8000でのGC砥粒ラップでラップ痕が消去される(ラップ痕が視認されない)ということも普通に生じます。
どちらがレベルの高い仕上がりかと言えば、言うまでもなく#20000でのラップのはずですが、なかなかそうは理解されない。
機械ラップの世界とハンドラップの世界との違いがここに現れるわけです。
さて。遠回りしてしまいましたが。
ハンド・ラップの技法のもう一つのありかたとして、対象ワーク面を凹R面にラップできるということを指摘します。
先に述べた「ヨハンソン社のブロックゲージは凹R面に仕立てられているのではないか」という見込みに基づいて、実際にそのようなことが可能か否かが意識されてきていました。
結論から言えば、それは可能であるわけです。
人間の動作が円運動であるということ、その円運動をラップ工具の段階で素直に表現すれば、対象ワーク表面に対して凸Rの運動になりますから、その結果、ワーク表面は凹Rにラップされるわけです。
ラップ工具が凸R運動をするから、ワーク表面の「高い所」が、その「高い所」にだけに限定されて摺り下ろしていくということが可能になります。
明確な凹R面というのは、6mm厚のワークでは察知できませんが、8mm厚を超え出すと、明瞭になります。
もっとも、凹R面にゲージ測定面が仕立て上げられるということは、ハサミゲージでは「致命的な欠陥」になりますから、当然なことながら、最終的には「きちんとした平面」に仕立て上げるわけです。
作業途中で経過的に凹R面になっていると認識できる場合というのは、ラップ作業においての動作がしっかりと展開できているということと、ラップ工具・ラップ砥粒の研磨力がその期待通りに発揮できているということが表現されているわけですから、こういう観点から、自分の労働を自己確認・自己検証しているわけです。
この点は、機械ラップの原理からはまったく「あり得ないこと」になるわけですが、ハンドラップの世界の「人間原理」の一つになります。



●リンギング現象についての議論
上の写真は、面積にして7mm×12mmの端面をハンド・ラップで仕上げて、ブロックゲージやオプチカル・フラットとリンギングさせたものです。
50mmのブロックゲージを持ち上げるだけの接着力を示していますから、小さな面積の平面が発揮するリンギング力というものは相当なものだということがこれで証明できていると思います。
このリンギングの力については、昔からさまざまに考究されてきました。
一つは、二つの面が密着することによる訳ですから「大気圧」によるものだろうとみなす説(大気圧説)、二つには、二面間にはどうしても加工時の油脂分が残置されることになるだろうから、その油脂分が「接着剤」の働きをしていると考える説(接着剤説)、三つには、極めて高精度に平面が仕立て上げられてい無いとリンギングの現象が生じないから、二面間のそれぞれの原子・分子が引き合うような力が現れていると解する説(引力説)、に大別できます。
私自身は「引力説」に惹かれています。
物質というのは質量を伴って「塊」として存在しているわけですが、これは一つのエネルギー状態であって、それぞれの構成部分を分離しようとすればエネルギーを賦課しないといけない。切削にしろ研削にしろ研磨にしろ、物体に対する加工というものは、エネルギーを与えないと不可能なわけです。
量子力学の知識によると、「強い力」「弱い力」「電磁気力」「重力」の4つの力が素粒子レベルで働いているそうですが、物質が「塊」としてある場合、塊として存在させているためにはどういう力が働いているのかは、私の貧弱な知見ではよく分からないことです。
ともあれ、リンギングの現象というのは、二つの面の間での密着がもたらす効果であるということは言えるわけですが、こういうことは、例えば上の写真を見て直ぐに(何も考えなくても)言えることですから、何か説明を加えたことにはならないでしょう。
従って、迂遠なようですが、リンギングの現象を実現できるような加工技術の問題を採り上げて、その視点から論点を拾っていこうと思います。
●ブロックゲージとリンギング
リンギングという現象は、先ず第一に、ブロックゲージにまつわる話になります。
ブロックゲージをリンギングさせる場合とは、それぞれの寸法のブロックゲージを組み合わせてある特定の寸法基準を作ろうとする場合、リンギングをさせた場合には、ブロックゲージの接合面の間には挿雑物が介在できませんから、その寸法通りのものが組み合わされていることが保証されます。逆に言えば、リンギングさせる以外の方法でブロックゲージを組み合わせた場合、その組み合わせ寸法が精確なものかどうかは直ちには保証されないということを意味します。
現在、長尺もののブロックゲージを組み合わせる場合、ホルダーを使って組み合わせるようになっています。
昔は、やはり長尺ものであってもリンギングさせるということが原則でしたし、また、長尺のブロックゲージにホルダーで固定するための穴が開けてあるということもありませんでした。
確かに、長尺もののブロックゲージ(ここでは、200mmを超えるものを意味しています)の端面をオプチカル・フラットで見てみると、ちゃんと光筋が出ないほどの平面度で加工されていることが分かります。しかしながら、小寸法のブロックゲージとリンギングさせようとすると、上手くリンギングしません(但し、この現象は当方で購入したブロックゲージでだけの現象かも知れず、一般的にそういう指摘が可能か否かは分かりません。)。解釈論的には、長尺もののブロックゲージの場合、オプチカル・フラットでは検証不可能な程度で凸R面となっていて、そのためにリンギングできないか、あっても非常に弱いものとなると考えるわけです。
ブロックゲージに関するJIS規格(JIS B 7506)では、ブロックゲージ面の平面度の仕上がりが凸R面になる傾向があるという前提で、その検証方法等が説明されているわけですが、つまりは、ブロックゲージ・ラップ盤でのラップ加工という方法ではその傾向性は不可避だということを示唆しています(この点は、平面を実現する加工方法の技術問題として、後でハンド・ラップ技法との対比で検討します。)。
ブロックゲージのリンギングについては、戦前からある種の「神話・伝説」が語られてきました。
当時の日本での輸入されるブロックゲージはヨハンソン社のものでしたが、ブロックゲージを1セット分全部リンギングをさせて一本の棒にしてその端に打撃を加えても、まったくばらけない(それくらい強いリンギング力を示した)ということが語られていました。
このリンギングの強さというためには、機械仕上げでは実現できないはずのものだから、おそらくは、最終的には人の手仕事で仕上げられているのではないか、その際に、ブロックゲージ面は、ごく僅かに凹R面になっているのではないか、という推測が前提にあったわけで、この推測に基づいて、リンギングの根拠として「大気圧説」に結びついたわけです。
ブロックゲージ面がごく僅かに凹R面に仕立て上げられている・・・。
このことが本当に可能かどうか、私にとっては、長く実証すべきテーマとなって来ていました。
さて、リンギング現象=ブロックゲージの世界、という観念から、ブロックゲージ並みの面粗度を実現しないことにはリンギング現象は実現できないという「思い込み」も、他方で強められています。
リンギング現象は平面の持つ(あるいは、発現する)性質の現れですから、面粗度はでき得る限りは微細なものであるに越したことはないにしろ、「平面度」というものが保証されれば一定の面粗度でリンギングは発現すると考えることが出来ます。
私の仕事上での検証結果として、面粗度を数値で確認すべき設備は持ち合わせていませんが、0.5μm粒径でのダイヤモンド砥粒を用いての遊離砥粒ラップ/湿式では面粗度(ワーク表面の凹凸)が10nm以下という検証結果を得ています(京都府中小企業センターで測定してもらった数値です)。
通常では、メッシュ何番の砥粒でラップした場合にはこの程度の面粗度になるという、砥粒粒度とそのラップ結果との対応関係で判断をしているのが現状ではあるのですが、それに基づけば、#6000砥粒でのラップでリンギング現象は察知され、#8000で確実なものとなります。もちろん、この粒度レベルでは、ラップ痕はかなり大きいわけですが、この程度でのラップでリンギングの世界が実現されます。
もちろん、砥粒の粒径が小さくなるに従って、それを駆動すべきラップ工具の表面の面性状がアップされなければならず、その結果として、ワークの平面度がいっそう向上するという関連になりますから、#6000ないし#8000で仕立て上げられるべき平面度・面粗度に基づけばリンギングは実現されるというのが正しい言い方になります。なお、この場合の平面度とは、0.1μmのオプチカルフラットを当ててみて、光筋が出ない(全体が密着する)というレベルです。
このような実証結果は、ハンド・ラップという手仕事に拠らないと出来ないわけで、機械ラップの場合、採用している砥粒粒度とワークの加工表面の平面度・面粗度が直接的に対応するわけではありませんから、とにもかくにも「鏡面」にしないといけないということになってしまいます。
●平面を仕立て上げる技術について
平面を作り込んでいくという作業は、一般的には、ワーク表面の「高い所」を順次に摺り下ろしていって、結果として「高い所が無くなる」=全体として平滑な面になる」という作業になります。
この場合、ラップ工具の面が「平面」であると、ワーク表面は丸みがついて、結果として平面は実現されません。ラップ工具の面は丸みを持っていないと、対象ワーク表面を平面に仕立てられないわけです。
これがなぜかと言えば、人間の手の運動というものが、「型」「肘」「手首」をそれぞれ支点とした円運動を描くからで、この人間動作を素直に反映させていこうとすれば、ラップ工具は人間動作の円運動を表現するものでなければならない。こういうことです。
対象ワーク表面をラップする場合に、どうしても丸みが残るということがあるわけですが、この場合の理由として、ラップ作業が本人の動作を忠実に反映できていない(無駄な力が加わっている)ということがありますが、もう一つの理由は、実はラップでの研磨力が足りないということも考えるべきなわけです。
現代的な風潮として、ラップ作業での研磨力の行使には、ダイヤモンド砥粒を採用すれば総ての問題は解決されるというのがあります。
そんなことは直ちに論決されるものではなくて、ラップ砥粒の研磨力はラップ工具の表面性状によって十分にも不十分にも引き出されるわけで、先ずはラップ工具それ自体の見直しが必要であり、あるいはまた、そのラップ工具によって十分にラップ能力が引き出されるべき砥粒粒度というものとの相関を考えなければならず、あるいは他方では、対象ワークの材質との関係も考え合わさないといけない。
一般的な言い方をすれば、焼き入れをしたSK3ないしSKS3に対して、WA砥粒は#4000ないし#6000程度までが限度で、それ以上に微細な砥粒ではほとんど研磨力は発揮されません。従って、#6000を超える微細砥粒で仕上げようとするならば、GC砥粒を採用しなければならず、GC砥粒だと#20000までは有効にラップ効力を発揮します。
フジミ・インコーポレイテッド社から販売されている砥粒は、WA/GCでは#30000までですから、ここら辺りまで使いこなせるかどうかが、ラップ技法の究極を探るという意味では関心事になります。
いっそう微細な砥粒ということになると、分級のレベルとの相関になりますが、ダイヤモンド砥粒が採用できるかということにならざるを得ないわけです。この経緯というのは、実は、「鏡面」を仕立てるためにはいっそう微細な砥粒を使わないと実現できないという「見通し」に基づいているわけですが、「鏡面」というのは、ラップ砥粒の粒度とは相対的には「別問題」です。
例えば、#20000のGC砥粒を使ってラップした場合、明瞭にラップ痕は残る(視認できる)わけですが、他方で、#6000ないし#8000でのGC砥粒ラップでラップ痕が消去される(ラップ痕が視認されない)ということも普通に生じます。
どちらがレベルの高い仕上がりかと言えば、言うまでもなく#20000でのラップのはずですが、なかなかそうは理解されない。
機械ラップの世界とハンドラップの世界との違いがここに現れるわけです。
さて。遠回りしてしまいましたが。
ハンド・ラップの技法のもう一つのありかたとして、対象ワーク面を凹R面にラップできるということを指摘します。
先に述べた「ヨハンソン社のブロックゲージは凹R面に仕立てられているのではないか」という見込みに基づいて、実際にそのようなことが可能か否かが意識されてきていました。
結論から言えば、それは可能であるわけです。
人間の動作が円運動であるということ、その円運動をラップ工具の段階で素直に表現すれば、対象ワーク表面に対して凸Rの運動になりますから、その結果、ワーク表面は凹Rにラップされるわけです。
ラップ工具が凸R運動をするから、ワーク表面の「高い所」が、その「高い所」にだけに限定されて摺り下ろしていくということが可能になります。
明確な凹R面というのは、6mm厚のワークでは察知できませんが、8mm厚を超え出すと、明瞭になります。
もっとも、凹R面にゲージ測定面が仕立て上げられるということは、ハサミゲージでは「致命的な欠陥」になりますから、当然なことながら、最終的には「きちんとした平面」に仕立て上げるわけです。
作業途中で経過的に凹R面になっていると認識できる場合というのは、ラップ作業においての動作がしっかりと展開できているということと、ラップ工具・ラップ砥粒の研磨力がその期待通りに発揮できているということが表現されているわけですから、こういう観点から、自分の労働を自己確認・自己検証しているわけです。
この点は、機械ラップの原理からはまったく「あり得ないこと」になるわけですが、ハンドラップの世界の「人間原理」の一つになります。