三輪測範製作所
三輪測範製作所分類:よもやま話
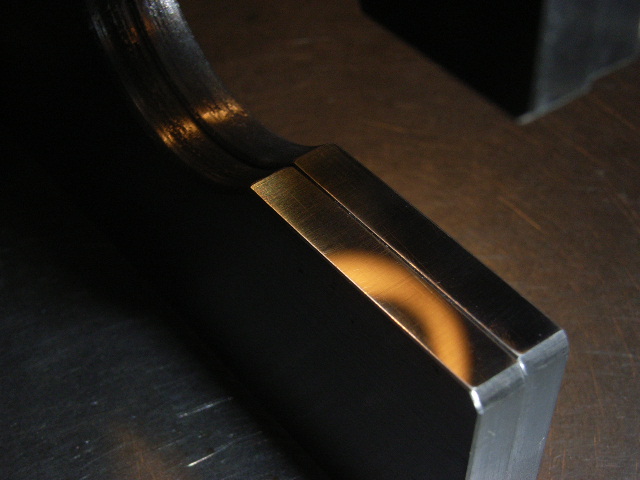
ダイス鋼製ゲージの仕上がり
ゲージ本体は、#600の研磨布で磨いています。
クロム鋼全般について言えるようですが、例えば、平面研削盤で平面研磨した場合、おおよそ1000℃程度の研削熱に表面が晒されてワーク表面に強制的に酸化クロム層が形成されるようで、その酸化クロム層によって耐錆能力が実現されるということのようですが、ハサミゲージの場合、平面研削による砥石の研削痕というのは「焼き入れ状態」なわけですから、全部表面を除却しないとその後の寸法変位が生じる原因となる。そのために、この研削痕を除却するわけですが、この場合に、併せて表面の酸化クロム層も除却されてしまう。従って、表面を出来るだけ微細・平滑に磨いて、新たに酸化クロム層を生成させなければいけない。
そういう考慮に基づいています。
望むらくは、#800なり#1000の研磨布で磨くといっそう望ましいということになりますが、耐錆性能という点に限れば、#600でほぼ問題の予防にはなります。
寸法実測値を記載した「タグ」を個別に付けます。
仕上がり面は、#8000でのラップ。
固定砥粒ラップ/乾式の場合、#6000ないし#20000のラップで、現品で仕上がり具合を「比較」すればその違いは明晰ですが、そうでなければ、具体的にどの粒度でラップしているかの判別は困難です。つまり、#6000で#20000相当の面粗度を出すとか、#20000で#8000程度の面粗度になってしまうとか、なかなか一筋縄ではいきません。
例えば、特定の寸法ジャストに仕上げるとか、複数個のゲージを総て同じ寸法に仕上げるとかが「ありえないこと」という「常識」があります。そうではなくて、簡単に可能なのだ、むしろ、そうでなければユーザーの方が困ることになるだろうというのが私の主張ではありますが、それが言えるのは、従前よりの「遊離砥粒ラップ/湿式」の方式での「限界」を明らかにできたためです。
遊離砥粒ラップ/湿式という技法は、ワーク面とラップ工具面との間にラップ油の油膜とそれに混ぜ込まれているラップ砥粒が「層」となっているもので、ラップ工具の運用は、ワーク表面に対しては「間接的なもの」になります。
まったく同じ動作でラップ作業を行った場合でも、砥粒の「濃度」、砥粒の「磨損・破砕の情況」等の条件次第によって、その研磨力は大きく変わります。
従って、ワークの寸法を、例えば1μm摺り下ろせたと判断しても、実際に1μm摺り下ろせたか否かは、ブロックゲージで寸法測定してみないと分からない。
つまり、まったく「手探り」になってしまいます。
これに対して、固定砥粒ラップ/乾式の場合、ワーク表面に対するラップ工具の働きは「直接的」ですから、余計な挿雑物がないだけ、作業の目論見を正確に反映することが出来ます。
もっとも、理屈を立てれば、固定砥粒ラップのラップ工具表面においても、ラップ滓の付着や砥粒の「へたり」によって、なかなか思うようにはコントロールが出来ないだろうという指摘にはなるのですが、遊離砥粒ラップ/湿式では非常に困難を極める作業が、それよりも遙かに簡明な手順となりコントロールも容易になるとお答えしないといけないでしょう。
ダイス鋼製ゲージの仕上がり:図1

ダイス鋼製ゲージの仕上がり:図2

ゲージ本体は、#600の研磨布で磨いています。
クロム鋼全般について言えるようですが、例えば、平面研削盤で平面研磨した場合、おおよそ1000℃程度の研削熱に表面が晒されてワーク表面に強制的に酸化クロム層が形成されるようで、その酸化クロム層によって耐錆能力が実現されるということのようですが、ハサミゲージの場合、平面研削による砥石の研削痕というのは「焼き入れ状態」なわけですから、全部表面を除却しないとその後の寸法変位が生じる原因となる。そのために、この研削痕を除却するわけですが、この場合に、併せて表面の酸化クロム層も除却されてしまう。従って、表面を出来るだけ微細・平滑に磨いて、新たに酸化クロム層を生成させなければいけない。
そういう考慮に基づいています。
望むらくは、#800なり#1000の研磨布で磨くといっそう望ましいということになりますが、耐錆性能という点に限れば、#600でほぼ問題の予防にはなります。
寸法実測値を記載した「タグ」を個別に付けます。
仕上がり面は、#8000でのラップ。
固定砥粒ラップ/乾式の場合、#6000ないし#20000のラップで、現品で仕上がり具合を「比較」すればその違いは明晰ですが、そうでなければ、具体的にどの粒度でラップしているかの判別は困難です。つまり、#6000で#20000相当の面粗度を出すとか、#20000で#8000程度の面粗度になってしまうとか、なかなか一筋縄ではいきません。
例えば、特定の寸法ジャストに仕上げるとか、複数個のゲージを総て同じ寸法に仕上げるとかが「ありえないこと」という「常識」があります。そうではなくて、簡単に可能なのだ、むしろ、そうでなければユーザーの方が困ることになるだろうというのが私の主張ではありますが、それが言えるのは、従前よりの「遊離砥粒ラップ/湿式」の方式での「限界」を明らかにできたためです。
遊離砥粒ラップ/湿式という技法は、ワーク面とラップ工具面との間にラップ油の油膜とそれに混ぜ込まれているラップ砥粒が「層」となっているもので、ラップ工具の運用は、ワーク表面に対しては「間接的なもの」になります。
まったく同じ動作でラップ作業を行った場合でも、砥粒の「濃度」、砥粒の「磨損・破砕の情況」等の条件次第によって、その研磨力は大きく変わります。
従って、ワークの寸法を、例えば1μm摺り下ろせたと判断しても、実際に1μm摺り下ろせたか否かは、ブロックゲージで寸法測定してみないと分からない。
つまり、まったく「手探り」になってしまいます。
これに対して、固定砥粒ラップ/乾式の場合、ワーク表面に対するラップ工具の働きは「直接的」ですから、余計な挿雑物がないだけ、作業の目論見を正確に反映することが出来ます。
もっとも、理屈を立てれば、固定砥粒ラップのラップ工具表面においても、ラップ滓の付着や砥粒の「へたり」によって、なかなか思うようにはコントロールが出来ないだろうという指摘にはなるのですが、遊離砥粒ラップ/湿式では非常に困難を極める作業が、それよりも遙かに簡明な手順となりコントロールも容易になるとお答えしないといけないでしょう。