三輪測範製作所
三輪測範製作所分類:よもやま話
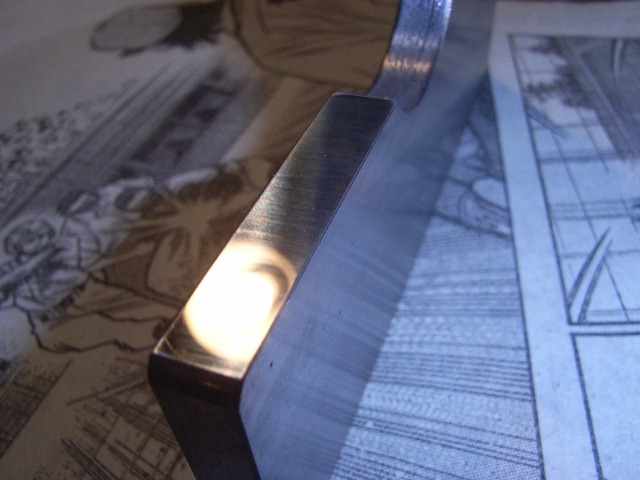
ラップサンプル:SUS420J2
材質 :SUS420J2 測定部焼き入れ(HRc56) 6t。
ラップ方法:固定砥粒ラップ/乾式 #10000
固定砥粒ラップの場合、どうしてもラップ痕が残ります。
材質それ自体の「硬さ」の問題はもちろんありますが、それ以外にも、表面情況というものが関わってきます。
つまり、ステンレス鋼の場合には、酸化クロム層がコーティングされたような状態になっていますから、その酸化クロム層を超えて砥粒が切り込めないとラップ加工ができないわけですが、完全な意味での鏡面にしようとすれば、そのベース部分と同時に酸化クロム層をどうするかという技能問題に突き当たります。
同じ情況はダイス鋼でも見られるわけで、試したことはありませんが、いわゆるSUJ鋼に関しても同様のことが語られ得ると考えています。
従って、#10000を超える微細ラップになると、この酸化クロム層と直接に向き合いことになりますから、ラップ動作を何回繰り返しても、ほとんど寸法に切り込めていないということが起こります。
この点が、ステンレス鋼(大きくいえばクロム鋼)での耐摩耗性の正体になります。
ベース部分が丸ごと鉄+カーボン+クロムの合金ですから、それだけでも粘り硬い材質なのですが。
酸化クロム層が厄介なのは、普通、ゲージ屋なら、酸化クロム粉末(いわゆる「青粉)で最終磨きを試みるということは一度は経験してきているわけなのですが、湿式では上手くいかないことは体感されていることだと思います。
ラップサンプル:SUS420J2:図1

ラップサンプル:SUS420J2:図2
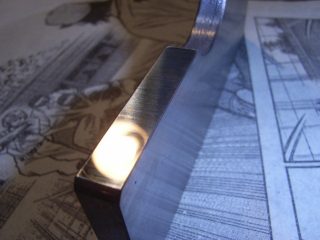
材質 :SUS420J2 測定部焼き入れ(HRc56) 6t。
ラップ方法:固定砥粒ラップ/乾式 #10000
固定砥粒ラップの場合、どうしてもラップ痕が残ります。
材質それ自体の「硬さ」の問題はもちろんありますが、それ以外にも、表面情況というものが関わってきます。
つまり、ステンレス鋼の場合には、酸化クロム層がコーティングされたような状態になっていますから、その酸化クロム層を超えて砥粒が切り込めないとラップ加工ができないわけですが、完全な意味での鏡面にしようとすれば、そのベース部分と同時に酸化クロム層をどうするかという技能問題に突き当たります。
同じ情況はダイス鋼でも見られるわけで、試したことはありませんが、いわゆるSUJ鋼に関しても同様のことが語られ得ると考えています。
従って、#10000を超える微細ラップになると、この酸化クロム層と直接に向き合いことになりますから、ラップ動作を何回繰り返しても、ほとんど寸法に切り込めていないということが起こります。
この点が、ステンレス鋼(大きくいえばクロム鋼)での耐摩耗性の正体になります。
ベース部分が丸ごと鉄+カーボン+クロムの合金ですから、それだけでも粘り硬い材質なのですが。
酸化クロム層が厄介なのは、普通、ゲージ屋なら、酸化クロム粉末(いわゆる「青粉)で最終磨きを試みるということは一度は経験してきているわけなのですが、湿式では上手くいかないことは体感されていることだと思います。